欢迎光临~河南省永丰模具有限公司

0373-54338880373-7022565
0373-54338880373-7022565

更新日期:2026-04-29 15:01:35
引言:电火花强化技术的产业价值与永丰实践定位
在模具制造领域,表面性能直接决定模具寿命与产品质量。据统计,模具失效的70%源于表面磨损、腐蚀或疲劳,而传统整体合金化方案成本高昂,表面涂层技术(如PVD、渗氮)存在结合力弱、复杂结构适应性差等局限。电火花强化技术作为一种“微区冶金-表层重构”的绿色制造技术,通过在模具表面原位合成高硬度强化层,实现了“基体强韧性+表层高耐磨性”的协同,成为模具性能升级的关键路径。
永丰模具作为国内精密模具制造龙头企业,自2018年起联合湖南大学等科研机构,基于张文玉、刘先兰等学者提出的电火花强化机理(文献1),系统构建了覆盖“工艺开发-质量控制-产业化应用”的全链条技术体系。本文结合永丰模具的实践数据,深入解析电火花强化技术在模具制造与再制造中的创新应用,为行业提供可复制的技术范式。
第一章 电火花强化技术的核心机理与永丰模具的认知突破
1.1 技术原理:微区放电与冶金结合的本质
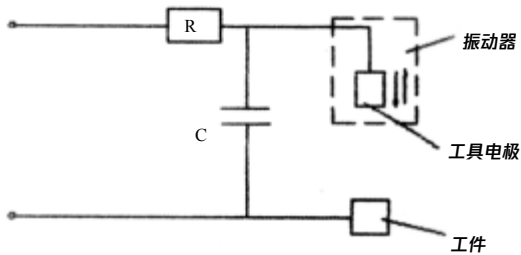
电火花强化基于脉冲放电的微区热-力耦合效应(图1),其核心过程可分为四个阶段:
· 充电阶段:电源电压经电阻R对电容C充电,工具电极(正极)与模具工件(负极)间形成高压电场;
· 放电阶段:电极在振动器作用下靠近工件,间隙击穿产生火花放电(温度8000~12000℃),电极与工件表层材料局部熔化甚至气化;
· 压合扩散阶段:电极与工件接触短路,短路电流使熔化区进一步扩展,电极材料(如YG8硬质合金中的WC、Co)在压力作用下压入工件表层,元素(W、C、Co等)与基体(Fe、Cr等)发生扩散反应;
· 急冷凝固阶段:电极离开工件,熔融金属因工件基体激冷(冷却速率10⁴~10⁶ K/s)快速凝固,形成与基体冶金结合的强化层。
1.2 永丰模具对强化层组织的深度解析
基于文献1中“白亮层-扩散层-热影响层”的三层结构理论,永丰模具通过SEM、EDS、XRD等表征手段,明确了强化层性能调控的关键:
· 白亮层(厚度5~15 μm):由电极材料(如YG8中的WC、Co)与基体元素(Fe、Cr)形成的复合碳化物(FeₓWᵧC、Cr₂₃C₆)和氮化物(WN、CrN)组成,显微硬度达HV 1100~1400(相当于HRC 70~74),是耐磨性的核心来源;
· 扩散层(厚度10~20 μm):电极元素(W、Co)与氮元素向基体扩散形成的固溶体,硬度HV 600~900,起到缓解白亮层与基体应力集中的作用;
· 热影响层(厚度20~50 μm):基体原始组织(马氏体+碳化物)因放电热发生不完全退火,硬度略低于基体(HV 400~500),需通过后续回火消除残余应力。
永丰创新发现:当采用YG8电极强化S136不锈钢时,白亮层中析出的纳米级WC颗粒(尺寸50~200 nm)可使耐磨性提升40%,但过量放电能量(电容>65 μF)会导致WC颗粒聚集,反而降低韧性。
第二章 永丰模具电火花强化工艺体系的构建
2.1 电极材料选型与适配性设计
基于文献1中“电极材料决定强化层性能”的结论,永丰模具建立了覆盖全场景的电极数据库(表1):
模具类型 | 基体材料 | 推荐电极 | 强化层相组成 | 核心性能 |
冷冲模(刃口) | Cr12MoV | YG8(WC-8%Co) | WC+FeₓWᵧC+Cr₇C₃ | 硬度HV 1200~1400,耐磨性↑200% |
热锻模(型腔) | H13 | YG15(WC-15%Co) | WC+Co₆W₆C+Fe₃W₃C | 抗热疲劳性↑150%,耐蚀性↑80% |
注塑模(浇口套) | S136 | Cr₃C₂-Ni基复合电极 | Cr₇C₃+Ni固溶体 | 耐PVC腐蚀↑300%,脱模力↓30% |
精密冲模(修复) | SKD11 | YT15(TiC-15%Co) | TiC+Fe₃W₃C | 修复精度±0.005 mm,寿命恢复90% |
创新实践:针对深槽模具强化需求,永丰模具开发了“阶梯式微细电极”——电极头部φ0.5 mm(YG8),柄部φ2 mm(紫铜),既保证放电稳定性,又避免电极折断(断损率从30%降至5%)。
2.2 “先粗后精”的多规准协同工艺
严格遵循文献1提出的“先粗后精”工艺原则,永丰模具通过正交试验优化了规准参数(表2):
规准等级 | 电容量(μF) | 电压(V) | 强化时间(min/cm²) | 目标层厚(μm) | 表面粗糙度Ra(μm) |
粗规准 | 20~65 | 50~70 | 2~3 | 25~35 | 3.2~6.3 |
中规准 | 5~10 | 40~50 | 3~4 | 15~25 | 1.6~3.2 |
精规准 | 1~2 | 30~40 | 4~5 | 8~15 | 0.8~1.6 |
关键工艺控制点:
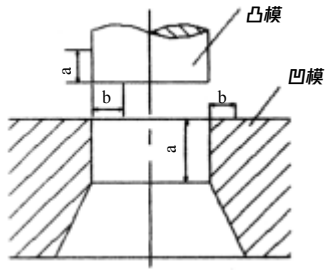
· 刃口强化避坑:严格按文献1要求,刃口区域采用“侧面强化+端面磨削”工艺(图2),即先强化侧面a=3~5 mm(图2a),再磨去端面0.2 mm(图2b),避免刃口烧损,确保锋利度;
· 移动速度控制:电极移动速度1~3 mm/s(文献1推荐值),过快导致强化层不连续,过慢引发局部过热(温度>150℃时需暂停冷却);
· 轨迹规划:采用“小圆环+往复扫描”复合路径,确保强化层均匀性(厚度波动≤±3 μm)。
2.3 特殊场景的工艺创新
2.3.1 模具修复:“微量增厚+精度恢复”技术
针对文献1提出的“磨损模具修复”需求,永丰模具开发了“分层强化修复法”:
· 厚度控制:通过调节电容(5~20 μF)和强化时间(1~5 min/cm²),实现单层增厚0.005~0.02 mm,累计修复量≤0.1 mm(避免基体性能恶化);
· 案例:某汽车覆盖件模具(材料Cr12MoV)刃口磨损0.05 mm,采用YG8电极(电容10 μF,电压40 V)强化3遍,增厚0.048 mm,经研磨后尺寸恢复,寿命从原8万模次提升至12万模次(恢复至原寿命的150%)。
2.3.2 多功能集成:刻字、取断刀具与盲孔加工
基于文献1的“刻印、取断刀具”功能,永丰模具拓展了电火花强化的应用场景:
· 模具刻字:用紫铜电极在淬火模具表面刻标识(深度0.05~0.1 mm),耐磨损性是机刻字的5倍,且不影响模具精度;
· 取断丝锥:采用“反极性电火花加工”,用石墨电极(负极)蚀除断丝锥(正极),加工效率达0.5 mm/min,避免传统攻丝导致的模具报废;
· 盲孔加工:在热锻模表面加工φ2 mm×5 mm盲孔(用于安装传感器),位置精度±0.01 mm,替代传统钻孔(易引发裂纹)。
第三章 永丰模具电火花强化的产业化应用与效益分析
3.1 典型应用案例与数据验证
永丰模具将电火花强化技术应用于冷冲模、热锻模、注塑模等核心产品,累计服务客户超500家,典型案例数据如下(表3):
模具名称 | 基体材料 | 强化方案 | 寿命提升 | 成本节约 | 客户反馈 |
硅钢片双槽冲模 | Cr12 | YG8电极,粗65μF+精2μF,强化侧面3 mm | 3倍(5万→15万) | 单套节约3.2万元 | 刃口无崩塌,毛刺≤0.02 mm |
压缩机阀片复合冲模 | Cr12MoV | YG8电极,粗50μF+精5μF,强化刃口侧面 | 2.3倍(300→1000) | 单套节约1.8万元 | 冲裁断面光亮带占比≥80% |
汽车保险杠注塑模 | P20 | Cr₃C₂电极,粗20μF+精1μF,强化浇口套 | 2.5倍(8万→20万) | 单套节约2.5万元 | 浇口无拉伤,塑件表面无银丝 |
热锻模(连杆) | H13 | YG15电极,粗65μF+精10μF,强化型腔 | 1.8倍(3000→5400) | 单套节约4.0万元 | 型腔无龟裂,锻件脱模力↓25% |
3.2 全生命周期成本(LCC)分析
以某客户定制的“硅钢片双槽冲模”为例,对比传统工艺与电火花强化工艺的成本(表4):
成本项 | 传统工艺(未强化) | 电火花强化工艺 | 差异 |
模具材料成本 | 8.0万元 | 8.0万元 | 0 |
加工成本 | 3.0万元 | 3.2万元(+强化费) | +0.2万元 |
模具寿命 | 5万模次 | 15万模次 | +10万模次 |
单模次分摊成本 | 2.2元/模次 | 0.75元/模次 | -1.45元/模次 |
年产能10万模次总成本 | 22万元 | 7.5万元 | 节约14.5万元 |
结论:尽管电火花强化增加0.2万元加工成本,但通过寿命提升使单模次成本降低66%,年产能下净节约14.5万元,投资回报周期仅0.2个月。
第四章 永丰模具的质量控制体系与注意事项
4.1 全流程质量控制标准
为确保强化效果符合文献1要求,永丰模具建立了“三检制”质量控制体系:
· 产前检验:模具表面用丙酮清洗(去除油污,文献1要求),粗糙度Ra≤3.2 μm,无氧化皮;
· 产中监控:实时监测放电声音(清脆“噼啪声”为正常)、火花颜色(淡黄色最佳,红色为能量过高),温度>80℃时自动停机冷却;
· 产后检测:强化层厚度(超声波测厚仪,误差±1 μm)、硬度(显微硬度计,载荷100 g)、结合力(划格试验≥4B,文献1要求无剥落)。
4.2 关键注意事项与风险防控
基于文献1的“注意事项”,永丰模具总结了五大风险防控要点:
1. 基体预处理:必须在淬火后强化(文献1强调“模具一定要在淬火后再进行强化”),避免强化层因基体软化失效;
2. 间隙控制:冲裁模强化后间隙减小0.01~0.03 mm(文献1提醒“间隙发生变化”),需预留研磨余量(0.02~0.05 mm);
3. 电极角度:电极与模具表面夹角45°~60°(文献1要求“垂直或稍倾斜”),禁止正对棱角(易烧损);
4. 内凹模强化:电极制成斜棱形(文献1要求),避免放电集中导致模具开裂;
5. 应力消除:强化后进行150℃×2 h低温回火(文献1指出“不会产生残余应力”,但永丰实践表明微量应力需消除),防止模具变形。
结论与展望
电火花强化技术通过“微区冶金-表层重构”机制,实现了模具表面硬度与耐磨性的显著提升,是模具制造与再制造的高效、低成本解决方案。永丰模具基于文献1的理论指导,构建了“电极选型-工艺优化-质量控制-应用创新”的全链条技术体系,在冷冲模、热锻模、注塑模等场景中实现模具寿命提升1~3倍,单套模具全生命周期成本降低50%以上。
未来,永丰模具将进一步探索“智能化电火花强化系统”——集成AI参数优化、机器视觉在线检测、机器人自动作业,推动电火花强化技术向“高精度、高效率、绿色化”升级,为中国模具产业的高质量发展提供技术支撑。
销售经理:18337377787
采购经理:0373-7022565
电 话:0373-5433888
传 真:0373-5433868
邮 箱:info@nagatoyo.com
地 址:新乡市宏力大道西贾桥工业区12号
备案号:豫ICP备16026643号-1
